最新资讯文章
节能感应加热设备频率选择方式
来源:www.rddy.com发布时间:2021年06月11日
节能感应加热设备频率选择方式是非常重要的,因为针对不同的方式如淬火,熔炼,焊接等等用到的频率都会不一样,所以下面给大家详细的讲解一下怎么选择频率。
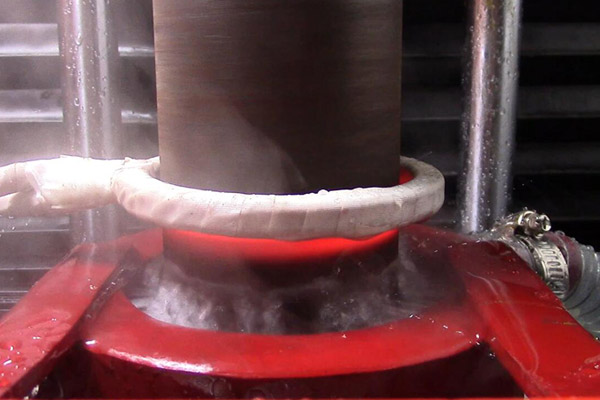
感应加热设备的频率一般1KHZ至20KHZ左右,典型值是8KHZ左右。加热深度、厚度约3-10mm。多用于较大工件,大直径轴类,大直径厚壁管材,大模数齿轮等工件的加热、退火、回火、调质和表面淬火及较小直径的棒材红冲、煅压等。

一般20KHZ至40KHZ左右(因为音频频率为20HZ至20KHZ,所以称它为超音频)。加热深度、厚度,约2-3mm。多用于中等直径的工件深层加热、退火、回火、调质,较大直径的薄壁管材加热、焊接、热装配,中等齿轮淬火等。
一般40KHZ至200KHZ左右,常用40KHZ至80KHZ。加热深度、厚度,约1-2mm。多用于小型工件的深层加热、红冲、煅压、退火、回火、调质,表面淬火,中等直径的管材加热和焊接、热装配,小齿轮淬火等。超高频感应加热方式频率相对最高,频率范围:一般200KHZ以上,可高达几十MHZ。加热深度、厚度最小,约0.1-1mm。多用于局部的极小部位或极细的棒材淬火、焊接,小型工件的表面淬火等。
上一条:
详细介绍感应式加热设备的优点
下一条:
高频感应加热设备感应器匝数确定方法